|
Slotting
|   |
|
Slotting
| |
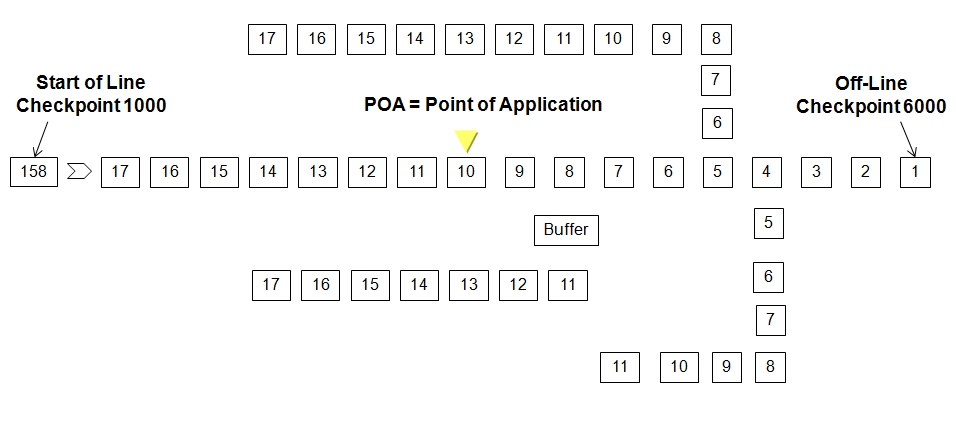
For every workstation in the production line, a slot number is assigned, beginning with the off-line point (Checkpoint 6000). Using a constant takt time and slots, the required time a part is needed at the point of application can be calculated. Buffers can be used to model transit times that may not be constant or for production operations that may require variable set-up times.
A production schedule consists of a sequence of orders. This is referred to as a string of orders. Each order takes up one position or "slot". A slot is the order's place in line.