|
Understanding Slotting
|   |
|
Understanding Slotting
| |
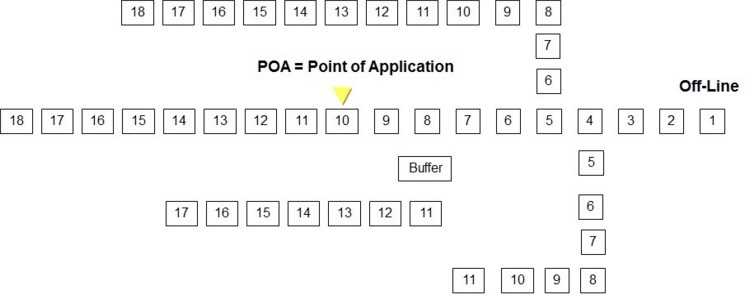
When you slot an order, you are assigning a completion time to an order. This allows the FMRP Workbench to calculate when a part is needed at the correct time. The production schedule defines slots based on the production calendar.
For every workstation in the production line, slot numbers are assigned, starting from the off-line point (Checkpoint 6000). The required time for a part is determined by the point of application, and can be calculated using slots and takt time. Buffers can be inserted to call for a part earlier than it is actually needed. This is useful when transit times may not be constant and for production operations that may require variable set-up times.